chuangzhen@capping-machine.net

RU
chuangzhen@capping-machine.net
RU
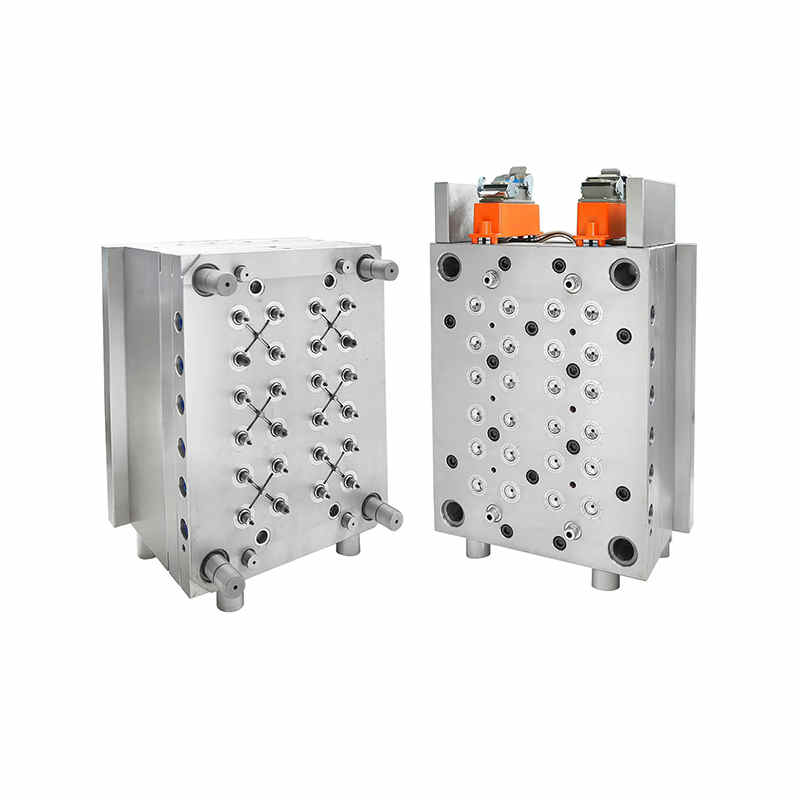
Производство пластиковых крышек обычно находится между стабильным техническим контролем и небольшими колебаниями процесса. Даже если используется одно и то же оборудование, производительность может незначительно меняться в зависимости от состояния пресс-формы, потока материала и режима охлаждения. Эти небольшие изменения не всегда возникают из-за очевидных проблем дизайна. Иногда они возникают из-за того, как реагируют разные части системы во время длительных производственных циклов.
На практике о поведении пресс-формы для пластиковых крышек часто судят по тому, насколько тихо она работает, а не по тому, насколько сложной выглядит конструкция.
В длительном производстве структурная стабильность связана не только с прочностью. Речь идет больше о том, насколько равномерно ведет себя форма после многократного движения.
Некоторые формы остаются стабильными, поскольку баланс внутренних сил хорошо распределен. Другие начинают слегка смещаться после непрерывных циклов, даже если видимых повреждений не появляется.
Моменты, которые обычно имеют значение на практике:
На некоторых производственных линиях небольшие изменения заметны только тогда, когда кепки начинают проявлять незначительные различия в посадке или ощущении. Именно здесь часто становится виден структурный баланс.
Влияние дизайна не всегда является немедленным. Во многих случаях эффект проявляется постепенно во время непрерывного производства, а не в начале.
Когда пути потока слегка неровные, некоторые полости заполняются быстрее, чем другие. Это не всегда сразу вызывает дефекты, но отклонения могут появиться после длительных пробегов.
| Область дизайна | Что может случиться на производстве |
|---|---|
| Схема пути потока | Некоторые полости ведут себя по-разному с течением времени |
| Устройство охлаждения | Небольшая разница в реакции на усадку |
| Баланс формы | Вариации становятся более заметными на длинных дистанциях. |
Последовательность зачастую связана не столько с совершенством конструкции, сколько с тем, насколько стабильным остается поведение после нескольких часов работы.
Выбор материала обычно оценивается на реальном производстве, а не на теории. Часто учитывается то, как поверхности реагируют на повторяющиеся контакты и изменения температуры с течением времени.
Некоторые материалы дольше сохраняют состояние поверхности при трении. Другие могут оставаться стабильными по структуре, но постепенно теряют гладкость поверхности.
На практике часто обращают внимание на:
Разные части формы для пластиковых крышек не всегда требуют одинакового поведения материала, и эта разница часто является преднамеренной, а не случайной.
При непрерывном формовании движение материала внутри системы может влиять на стабильность каждого цикла.
Когда поток остается устойчивым, полости имеют тенденцию вести себя более равномерно. При изменении температуры или времени потока между выходными данными могут появиться небольшие различия.
Часто используются горячеканальные системы, поскольку они помогают поддерживать движение материала без ненужных остановок внутри корпуса формы.
В некоторых установках операторы отмечают более плавное циклическое поведение, особенно когда несколько полостей работают вместе. В то же время контроль температурного баланса становится более чувствительным, требующим постоянного мониторинга.
Охлаждение внутри формы не всегда происходит одинаково. Даже если компоновка выглядит сбалансированной, отвод тепла может немного меняться в зависимости от того, как материал находится в полости во время каждого цикла.
В реальном производстве операторы часто замечают не сам путь охлаждения, а медленно меняющийся ритм цикла.
Некоторые ситуации, которые обычно возникают:
Это не всегда явная вина. Иногда это просто медленное изменение температурного поведения внутри формы для пластиковой крышки, которое становится заметным позже.
Проблемы с выравниванием резьбы обычно не проявляются сразу. Они имеют тенденцию нарастать постепенно, особенно когда небольшие механические сдвиги повторяются на протяжении многих циклов.
В некоторых случаях кепка на первый взгляд все еще выглядит нормально. Проблема становится яснее только тогда, когда сопротивление фитинга меняется или нить начинает слегка смещаться во время использования.
Возможные источники включают в себя:
В системах пресс-форм для пластиковых крышек на выравнивание редко влияет только один элемент.
Износ обычно начинается в местах, где движение и давление повторяются чаще всего. Он распространяется неравномерно, и его часто легко пропустить на ранних стадиях.
На практике обычно происходит так, что одна или две контактные зоны начинают незначительно меняться, в то время как остальная часть системы по-прежнему выглядит стабильной.
| Площадь | Что имеет тенденцию происходить |
|---|---|
| Основной совет | Небольшое изменение поверхности из-за многократного контакта с резьбой. |
| Раздвижные зоны | Движение со временем становится менее плавным. |
| Зона выброса | Небольшие следы от многократного отпускания |
| Краевые контакты | Постепенное округление после длительных циклов |
Эти изменения происходят медленно. Во многих установках форм для пластиковых крышек они становятся видимыми только из-за небольших различий в ощущениях от продукта или поведении при установке.
Качество поверхности не контролируется одной настройкой. Обычно это происходит из-за того, как несколько условий взаимодействуют в течение каждого цикла.
Иногда поверхность долгое время выглядит стабильной, затем сначала без видимой причины начинают проявляться небольшие изменения.
Вещи, которые часто влияют на такое поведение:
| Фактор | Возможный поверхностный эффект |
|---|---|
| Скорость потока | Незначительное изменение гладкости поверхности |
| Баланс охлаждения | Различия в блеске или текстуре |
| Стабильность давления | Изменения в однородности |
| Материальное состояние | Небольшое изменение внешнего вида |
В Пластиковая форма для крышек При производстве поведение поверхности часто является результатом небольших комбинированных эффектов, а не одной корректировки.
Авторское право © Taizhou Chuangzhen Machinery Manufacturing Co., Ltd. Все права защищены.
Завод по производству машин для сжатия крышек
 English
English 中文简体
中文简体 Español
Español عربى
عربى